不良品回収時間、調整時間
- つぶれた箱・印刷を失敗した箱の回収時間
- スピコンやリードスイッチの調整時間
かかった時間
Total30分/日
- 不良品が出ないので回収作業は不要です。
- 一度A・V・Dを設定すれば常に一定です。調整時間は不要です。
かかった時間
Total0分/日
TB-03
数値を入力するだけです。
MENU
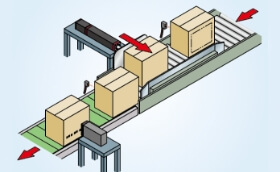
段ボール箱への印字装置
コスト削減効果
人件費を29万円/年削減できました。
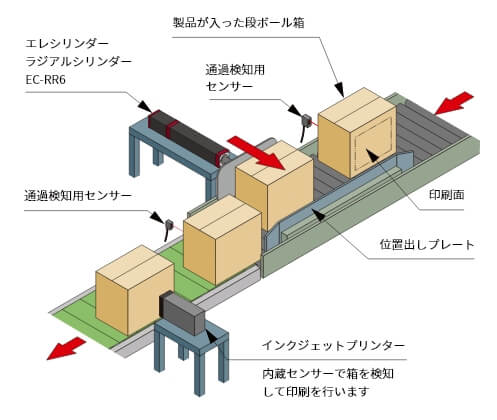
装置の内容
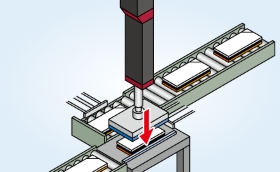
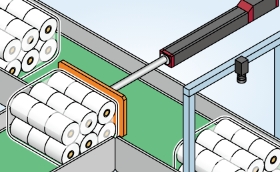
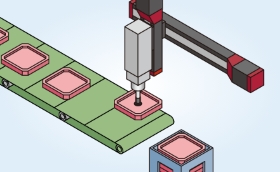
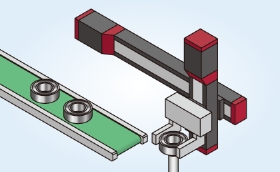
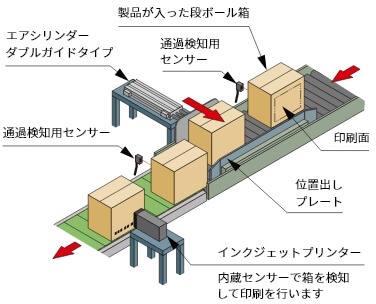
コンベアーで流れてくる出荷用の段ボール箱をエアシリンダーで押し付け、位置出しを行います。
次の工程まで段ボール箱が流れると、インクジェットプリンターで印字を行います。
今までの問題点
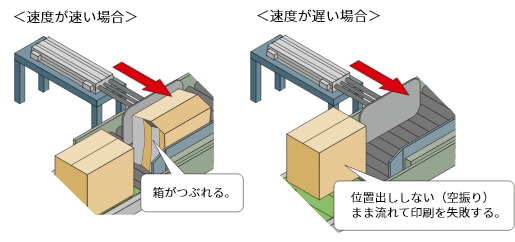
元圧の変動で速度が不安定になり、チョコ停が発生していました。
速度が速いとダンボール箱をつぶしてしまい、速度が遅いと位置出しする前に段ボール箱が流れてしまいます。破損したダンボール箱や印字が失敗したダンボール箱の回収と、最適な速度にするための調整に1日平均で30分(平均3分×10回)かかっていました。
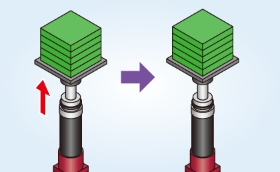
電動化による改善
元圧変動に影響されません。
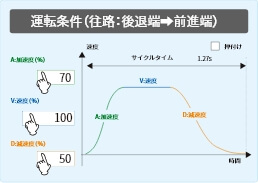
加速度(A)・速度(V)・減速度(D)を簡単に任意の値で設定でき、一度設定すればその後の調整は不要です。
そのため、速度が速くてダンボール箱を傷つけたり速度が遅くてダンボール箱が流れてしまうことはありません。
不良品回収時間、調整時間
かかった時間
Total30分/日
かかった時間
Total0分/日
TB-03
数値を入力するだけです。
エアシリンダーを使用した設備では、1日の不良品の回収と調整時間に30分を費やしていました。
電動アクチュエーターを使用して調整時間が0分になりました。
その結果、人件費を29万円/年削減できました。
(内訳 エアシリンダー設備調整、不良品回収時間:0.5時間×2,300円/時間×250日=287,500円)



© IAI CORPORATION. All Rights Reserved.